-

河南鹤祥通风设备安装有限公司
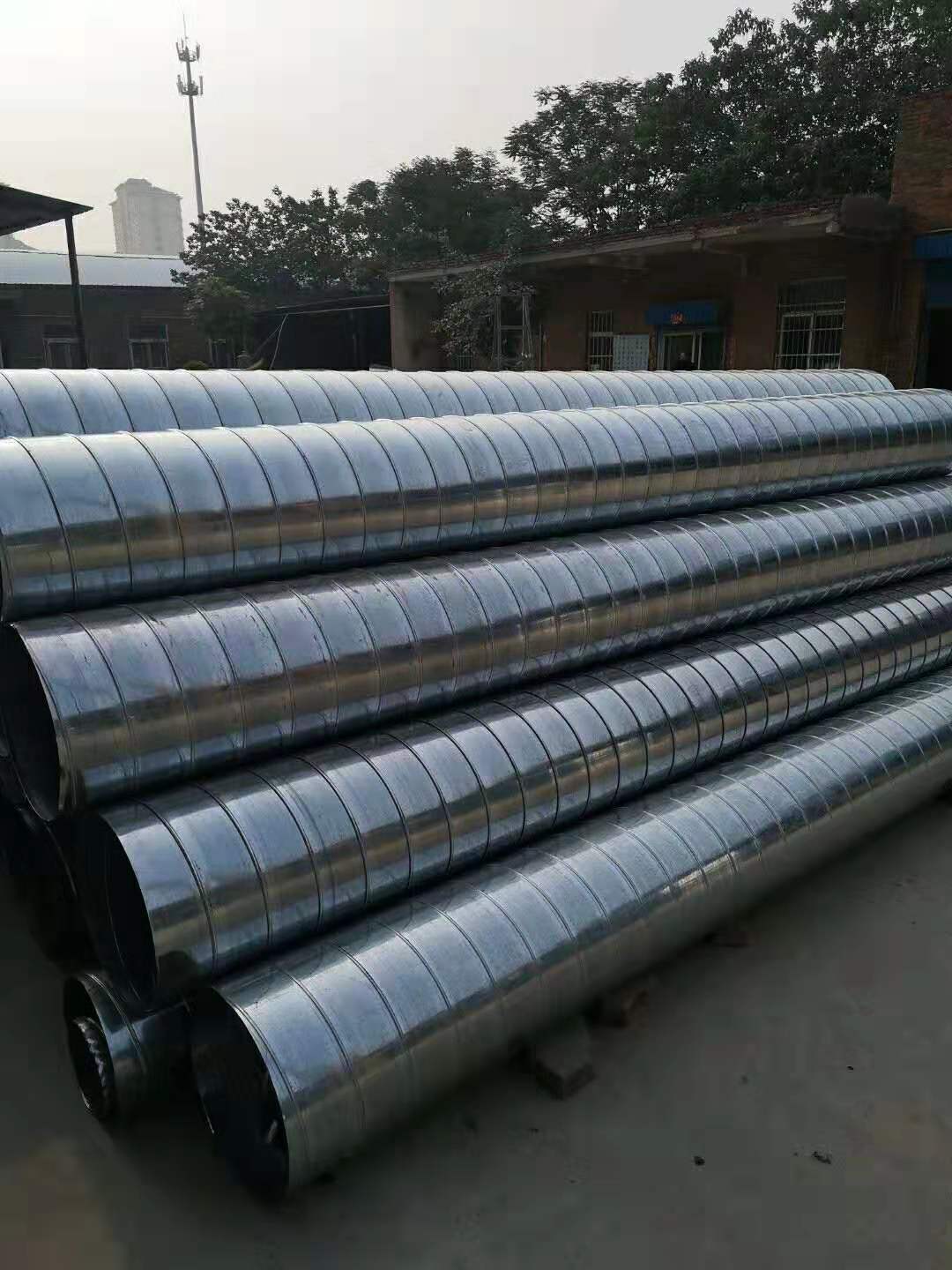
主营:镀锌风管,通风设备,风机风阀

河南鹤祥通风设备安装有限公司
主营:镀锌风管,通风设备,风机风阀 15
15
好在采用共板法兰连接工艺后,空调风管加工过程不仅工序少,并且多个手工操作工序均被淘汰,仍需下料、切角、压筋、共板法兰成形、转角缝咬口及组装等工序。螺旋风管的接缝是周向的,接缝的强度比径向的直缝强度要高许多,所以能保证在1.5倍工作压力下接缝处无裂开,由于其原材料镀锌带钢与整张镀锌钢板相比,价格较低,加上其工厂化生产和规格的标准化,使得造价要比矩形风管低。
螺旋风管在生产中的质量监控和优势表现
当时在通风工程中,螺旋风管获得了普遍的使用,特殊是大口径的螺旋风管在地下工程中的使用量已达50%以上。还由于螺旋风管施工是一种刚才鼓起的设备工艺,其储存、加工制作与设备均有许多新的特点,只要我们在这些方面加以节制,才能保证施工质量。
螺旋风管的制作作为一种新型的风管施工工艺,外观美观、强度大、机械自动化水平高、加工制作速度快以及能减少设备任务量,大大进步了任务效率等。成形后的风管内壁润滑,外壁流利;由于外壁咬口构成的螺旋线棱筋均匀散布,起到一个均匀增强筋的效果,其单元强度大于浅显咬口式风管。
螺旋风管采用机械加工,能减少操作食物,确保风管紧密,漏风量远小于现行标准规则值;其单元强度大于浅显风管,故同类规格风管所用的卷材厚度可以减小一个型号,且风管节长比浅显咬口式风管大,一样长度的风管节口数目分明减少,加之选用无法兰衔接,可节省许多原材料。
螺旋风管与矩形风管的横向比较,它是机械自动化生产,生产周期短,施工人员可以更快的完成工期投产;可以减少钢板表面层的破坏,有效增加风管的使用周期。长度一般比矩形风管长3倍以上,减少管与管之间的结合部,使空气的泄漏减到很低。
众所周知,同等面积的圆管要比方管的风阻少。钢板之间的螺旋咬口提高了管壁的强度,在同等条件下减少板材的厚度,节约了成本。当然,螺旋风管与矩形风管相比也有缺点。
为了提高螺旋风管的衔接施工质量,首先按照标准要求,严格控制每种无法兰接头使用范围,如“S”、“C”形插条使用范围是矩形风管长边不大于630mm, 立咬口不大于100mm。立咬口90 度贴角宽度要和立咬口高度相一致,90 度应准确,接口合口衔接翻边时顺序逐件敲合,并背后垫以方铁,使翻边立面平整,90 度线平直。
螺旋圆风管的配件的生产已高度自动化、系统化,并具有工业化的质量控制。 在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。